Why do industrial companies rely on laser projection in production?
Digitalization and the Internet of Things (IoT) are in the process of changing production. The digital factory enables a greater variety of variants with shorter product cycles at the same time. Networking and digital systems support people in carrying out manual work precisely and reliably, for example in assembly or quality assurance. Thanks to the visualization of 3D information by using laser projection, there are numerous advantages in complex manufacturing: Efforts for identifying features as well as manual dimensioning of add-on parts are eliminated, mix-ups are consistently avoided and work steps are no longer forgotten. All in all, production is reliable and accurate, avoiding expensive rework in later production steps. Companies benefit from lower error rates, lower costs and faster processes.
What is laser projection in industry?
Dynamic laser projection makes it possible to project assembly positions of add-on parts, trimming or other work instructions in the form of a digital template with high precision even onto moving workpieces. Alternatively, the projector can be moved to illuminate all areas on complex or large components one after the other. A corresponding system consists of at least one laser projector with one or more cameras controlled by intelligent software.
The latter continuously evaluates the movement data and the assembly progress and uses the 3D production data to calculate the appropriate digital template, which is placed dynamically and precisely on the component by laser. This simplifies, accelerates and makes more flexible work steps that still have to be carried out by humans, for example in assembly or quality assurance. Thanks to this visual worker assistance system, the error rate is significantly reduced, and manual work steps can be easily linked to other Industry 4.0 applications or assistance systems.
What are the advantages of laser projection for industrial applications?
Dynamic laser projection does not simply replace physical positioning or inspection templates with augmented reality. While physical stencils are hardly adaptable, laser projection provides exactly the necessary flexibility and precision to enable the variety of variants required in today’s production processes. Companies benefit from the use of dynamic laser projection in a variety of ways: The digital template shows the assembler exactly how to align and attach a component. For this purpose, an industrial laser (usually of laser class 2M) projects the relevant information in the correct position in 3D onto the workpiece. Alternatively, the fitter simply selects the corresponding job file from a list and gets started. Or the projection starts automatically, triggered by the conveyor system, control system or Manufacturing Execution System (MES). Both are much faster than dimensioning using conventional positioning or inspection templates.
The digital process and precise projection eliminate errors and carelessness when dimensioning and identifying assembly positions – significantly reducing the error rate. In addition, dynamic laser projection can be used for worker guidance, so that even complex work steps can be carried out quickly and reliably.
In longer-cycle flow production, another advantage of laser projection becomes apparent: the digital template is ready for use at the respective assembly station in just a few minutes and can also be adapted to new component variants with just a few mouse clicks. In the production of small batches and individual models, this increases efficiency by up to 75 percent. Overall, the investment in a dynamic laser projection system pays for itself after only a short time due to all the factors mentioned.
What are the areas of application and use scenarios for laser projection in industry?
Dynamic laser projection is used in industrial production wherever digital information with a spatial reference is to be made accessible to people – in product development and prototype construction, quality assurance accompanying series production, right through to assembly and reworking in flow production or short-cycle inline processes. It displays the positions of add-on parts, trim and contours directly on a wide variety of surfaces such as steel structures, sheet metal, wood, composite materials or painted components. Dynamic laser projection is particularly efficient and economical when many positioning or inspection templates would be required to process a workpiece, a particularly large number of add-on parts are to be assembled or a high number of variants is required. However, its use is also worthwhile for processes with short cycles and a manageable number of variants.
Advantages of dynamic referencing
It is often necessary to move and reposition workpieces for machining. In order to be able to project markings precisely onto a workpiece even while it is moving (e.g. in line production), dynamic tracking was developed. Marker-based and markerless processes are available for this purpose:
- Marker-based methods for highest precision in compliance with dimensioning regulations from the construction drawing as well as for interoperability with other metrological systems (such as photogrammetry, laser tracker, …).
- Markerless processes (so-called markerless model-based tracking) for highest dynamics and short cycle times, as they work without any setup times. By means of this process, fast and uncomplicated adaptation to the motion is possible – even in real time.
Tracking is based on the intelligent interaction of software and the calibrated projector-camera system. Various tracking algorithms are available, which can be flexibly combined with each other as required. For dynamic referencing, the WERKLICHT software continuously compares the marker positions known from the 3D model or the component geometry with the observations of the component by the cameras and analyzes both using image processing algorithms.
The workpiece is continuously tracked during processing so that the marked points are always displayed in the correct position. It does not matter whether the component is moved in height or in its position.
If a component is so complex that it needs to be illuminated from different perspectives, the system can be repositioned with little effort and there is no need for renewed and time-consuming alignment. This is a significant and significant benefit compared to static laser projection solutions.
The described dynamic tracking methods can also be combined with scan-based methods for adaptive referencing, depending on the projector model.
- Refine/Scan: Based on a partial or complete scan of the component surface and its comparison with the nominal geometry, a refinement of the tracking result is calculated. This is particularly suitable if the component has no other characteristic features apart from its curved shape, such as holes or bleed edges, or if their position is not reliable.
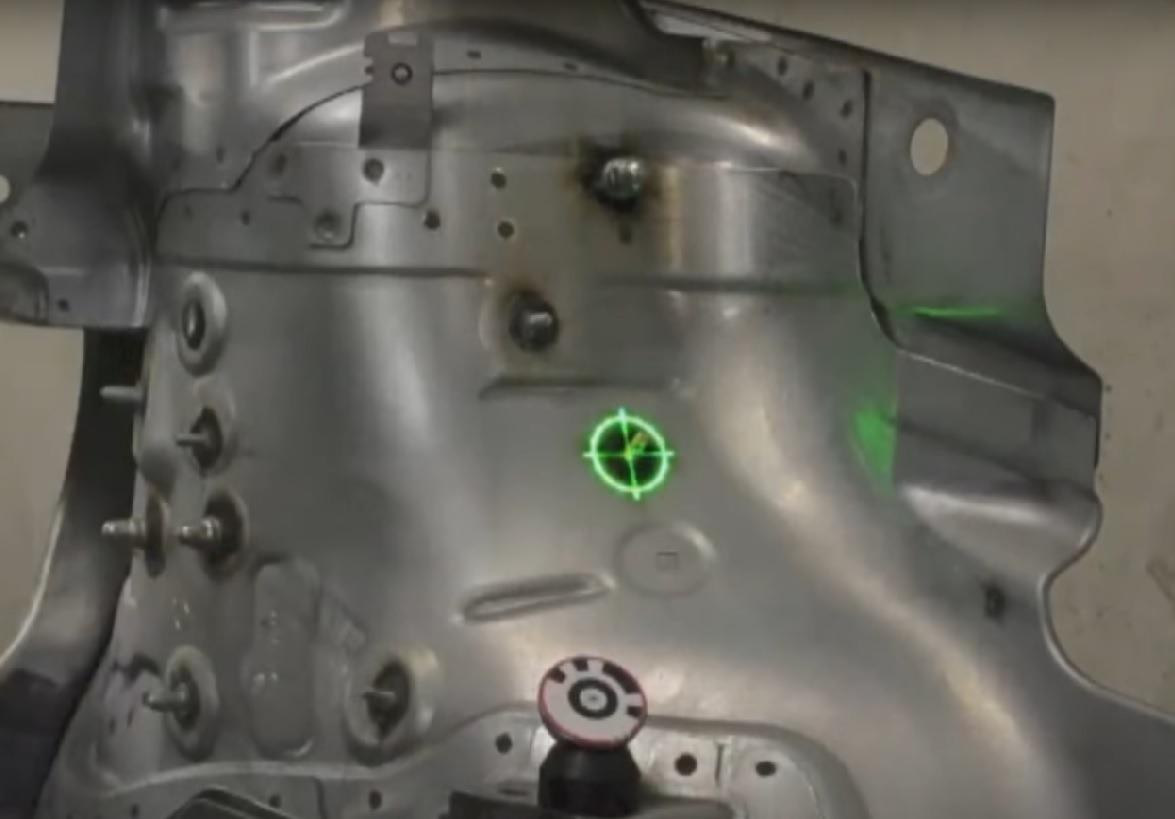
- Dim/Scan: Based on the targeted capture of a few features on the component, the projection of an add-on part is precisely aligned using defined distances relative to existing elements on the component. In this way, dimensions from a construction drawing can be precisely implemented, which is relevant in steel construction, for example.
- Adapt/Scan: Based on the targeted detection of the assembly surface (contact surface of the component), local deformations on the component, such as those caused by welding distortion, are detected and the resulting parallax error of the laser beam is suitably compensated so that the component is seated in the correct position on the plane.
Thus, highest precision can be achieved without markers even on difficult components. The dynamics are then limited to repositioning the component; during the process of adaptive referencing itself as well as the subsequent projection, it must no longer be moved, otherwise adaptive referencing must be repeated.
Generation of projection content based on 3D data

Integration into production
EXTEND3D’s dynamic laser and video projection simplifies and improves processes by visualizing complex 3D information in the context of a component. In series processes, this often has to be integrated into the process automation logic of manufacturing. Therefore, WERKLICHT can receive its commands via a platform-independent web interface, for example, from the host computer, a programmable logic controller (PLC), a manufacturing execution system (MES) or another control system. The OPC UA interface (Open Platform Communications Unified Architecture) also offers particular flexibility in data exchange. Thanks to this internationally recognized standard, EXTEND3D solutions can be integrated into the production line even more easily. The effort required for adaptation to third-party systems is reduced to a minimum.
From data to projection
Flexibility is also crucial when generating the actual projection content. Therefore, WERKLICHT supports different data sources, including all CAD formats commonly used in the industry. Task-specific formats can also be easily integrated via a generic exchange interface for CSV files. The corresponding projection contents can be generated from these manually or automatically. Once the sources are connected, users select the data they need for the projection in the software.
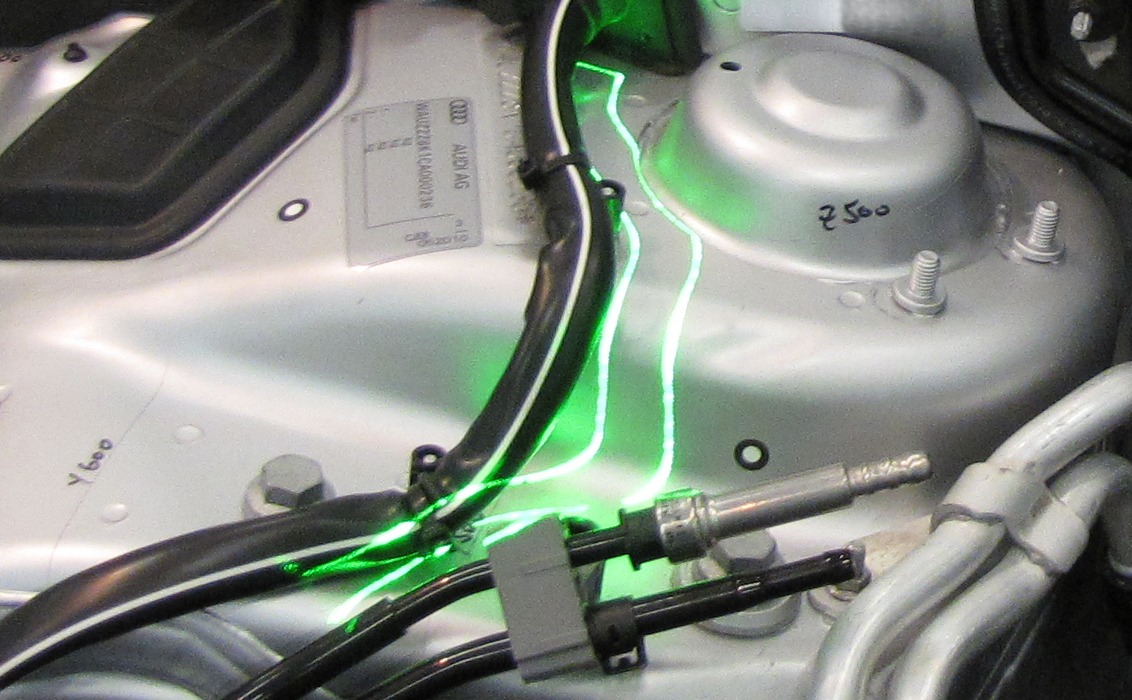
Adaptive projection (also called Scan/Adapt) is also possible. This technology is used, for example, to compensate for the parallax error in the laser projection that would otherwise result
from welding distortion (local deformation caused by heat input during welding). If, for example, a sheet to which a holder is to be attached is bent up or down at the assembly position instead of being flat as in the CAD model, this is detected by scan and the projection automatically adjusts to the changed height position. This means that workers can still position the add-on parts correctly on the surface. The technology is also suitable, for example, for correctly displaying the coordinates of welding points defined between two sheets on the outside of one of the two sheets.
Integrated documentation and inspection
The technology also supports integrated quality assurance with the aid of so-called target/actual comparisons. By means of scanning (scan/compare) or by analyzing 2D/3D camera images, the system checks, for example, the correct attachment of an add-on part or a cable run. Tool tracking can also be integrated for quality assurance. It enables precise, highly adaptive documentation and transfers spatial information from the analog world back into the digital model. Which method is best suited for quality assurance depends on the application. In the long term, the methods described will enable companies to digitize their process chain 100 percent. This is because AR projection can be directly linked to mechanisms for digitizing manual work steps. In this way, companies generate valuable data that is suitable for integration into the digital twin.
Calibration

To perform tracking of a workpiece, the cameras of laser projection systems record the position of the workpiece. The software analyzes this data with image processing algorithms.
A prerequisite for the automatic snapping of the projection is the calibration of the camera(s) and projector(s) both in terms of their respective optical imaging properties (intrinsic parameters) and in their spatial relationship to each other (extrinsic parameters). Calibration is performed completely or at least partially in the calibration laboratory. In the latter case, one speaks of a multi-stage calibration and the customer carries out certain (re)calibration steps himself. These concern only a part of the parameters and can be performed relatively easily with a test chart or on the white wall.
Particularly in the case of devices permanently installed in the target environment, automated self-calibration mechanisms are also used, which are regularly carried out in the process.
Thus, a network consisting of several individual devices integrated into the production environment can work reliably and precisely over the long term.
WERKLICHT Pro laser projectors are robust and designed for daily mobile use on the factory floor. They are delivered with a permanently stable factory calibration. For the highest requirements, they should nevertheless be recertified in the calibration laboratory at certain service intervals.
With WERKLICHT video systems, on the other hand, only the camera system is factory calibrated. Customers can calibrate the video projector themselves at any time using test shots taken in front of a bright wall. Thus, settings such as zoom/focus can be flexibly adjusted to the respective requirements at any time.
FAQs
Frequently asked questions about laser projection in industry